Overview
This report highlights some of the main design flaws in the furnace which are contributing to the present problems being faced by the operations team and also the premature failure of furnace chamber partition wall and roof. The furnace is in production and feeds a sheet caster.
1. Bulging of the partition wall in between the chamber :

- The wall is constructed out of bricks which is unusual as all such chamber walls as per our experience have been built using monolithic material. Monolithic panels are larger blocks ( 1 m X 1m) and can have a good interlocking arrangement with each other and also can be easily anchored all along the periphery, which is not possible with bricks.
- The bricks used in the partition wall above the bath level are 50% Al2O3 which normally have a high thermal expansion. It is not clear how this thermal expansion is accommodated in the present design. It would have been better to use a Low Cement 70 % monolithic castable instead, which have a much lower thermal expansion and a higher temperature rating.
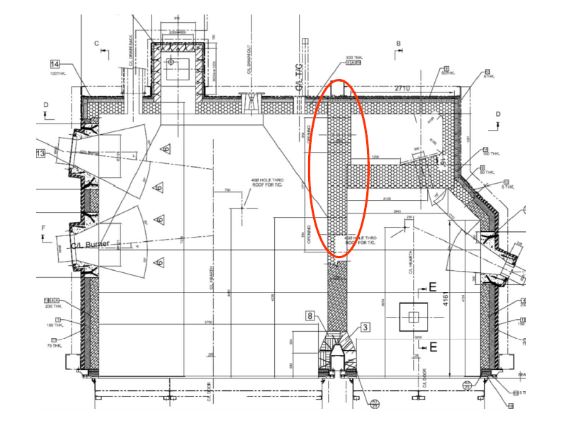
- From the refractory drawing attached below it seems that the burner orientation of both the chambers causes an excessive heat concentration at the rear end of the chamber wall. Most of the refractory failure starts from this region and propagates to the roof.
- The furnace operating temperature of 900 Deg. C is much lower than the actual rating of the furnace. So there is no apparent operative abuse of the furnace. The failure has to be because of wrong material selection and wrong design of the burner orientation.
It is clear that the partition wall will have to be rebuilt. We would recommend use of 100% monolithic design with 80% Al2O3 Low cement non-wetting castable up to 300 mm above bath level and min. 70% Al2O3 Low Cement castable above that up to the roof. It may be very difficult to change the burner orientation at this stage without a major modification and cost. The overheating affect can be minimised by reducing the maximum firing rate of the burner. It may be possible to do so and still achieve the desired melt rate of the furnace.
2. Leakage in the roof.


The roof material selection is correct. The problem observed is mainly because of application errors and due to the problem in the chamber wall, propagating upward to the roof.
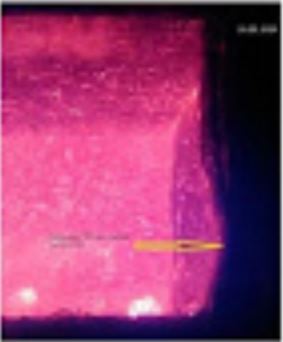
The problem will have to be solved by recasting some of the roof panels again when the chamber wall is rebuilt and taking some corrective action in other areas of the roof where the problem is observed. One such area is the corner where the roof, partition wall and the door meet. The door castings are getting red hot and is visible from the front of the furnace. Some door steel castings also need to be replaced.
3. Ramp refractory erosion
The ramp refractory is getting eroded and the eroded pieces are damaging the metal pump. Typically this problem is observed in the pump well, which is subjected to high metal flow rates which causes the erosion. In the present case this is being observed in the ramp, probably because the opening in the hearth for transfer of metal into the second chamber is aligned with the ramp. The flow in this area is quite high and is causing the erosion.
Again it is a material selection problem and can be solved by using high grade Al2O3 (90% to 95%) non-wetting castable in this region.
4. Freezing of metal in the pump well.
The metal in the pump well freezes quite often even when the pump is operational. The size of the pump well is quite large but the opening should have been smaller to prevent the excessive heat loss from this area which is causing the frequent freezing.
We recommend using detachable insulated covers on both sides of the pump which will prevent the unnecessary heat loss from this region. The covers can be removed for maintenance and cleaning of the pump well. Also a port can be provided for a small manual LPG burner which can be used to preheat the pump well when starting from cold condition.
5. Long term operation of the furnace.
Before undertaking the revamping of the furnace, Hindalco should look into following points :
- Pump furnaces with dual chamber are built to enable melting of the scrap by immersion in liquid aluminium and heat transfer through metal movement over the scrap. This avoids the metal loss by oxidation, which happens by direct exposure of scrap with hot air in the furnace. This is usually very successful for small and loose scrap.
- What percentage of the scrap being melted falls in this category and what are the actual benefits in metal loss being achieved by using the pump. Does this justify the huge costs of the pump operation and maintenance?
- Note that the furnace has a permanent heel of 300 mm. So some of the benefits of melting by immersions are achieved in the main chamber even when the pump is not used.